Kaynak nasıl yapılır
Yazar:
Monica Porter
Yaratılış Tarihi:
21 Mart 2021
Güncelleme Tarihi:
1 Temmuz 2024
![Profil Kaynağı | 45 Derece Köşe Kaynak (1.5mm) - Örtülü Elektrod [Kaynak Nasıl Yapılır?]](https://i.ytimg.com/vi/ixHX5JLmQcA/hqdefault.jpg)
İçerik
Bu makalede: Çalışmayı Hazırlama WelderThird Bölümünü Başlatma: Çalışmayı Sonlandırın
Ark kaynağı, elektrikle üretilen ısı kullanılarak iki veya daha fazla malzemenin birleştirme işlemidir. Amerikan Kaynak Derneği tarafından listelenen birçok kaynak işlemi olmasına rağmen, bu yazıda kendimizi çubuk kaynak olarak da bilinen kaplamalı elektrot ark kaynağı işlemi ile başa çıkacağız. En yaygın kaynak formlarından biridir ve çoklu kullanımları vardır; Bu süreç, bir profesyonelin uzmanlığı ile sürdürülebilir DIY projelerine kolayca ulaşmanıza olanak sağlayacaktır.
aşamaları
Bölüm 1 Çalışmanın hazırlanması
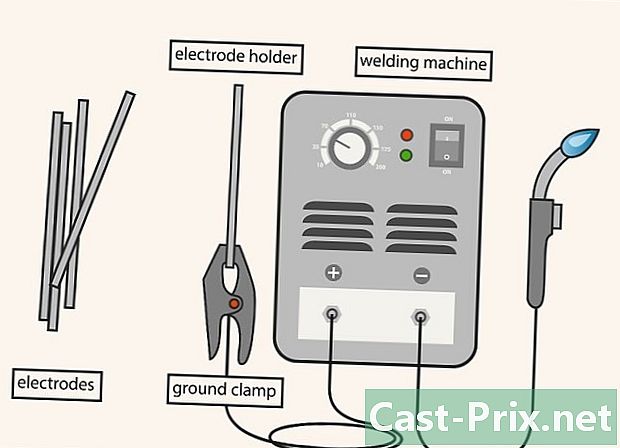
- Malzemeni topla. Bir kaynak makineniz, bir bağlantı kablosuna sahip bir elektrot tutucuya, bir topraklama kablosuna sahip bir topraklama kelepçesine, elektrotlara ve birleştirilecek ana metaline sahip olmalısınız. Ayrıca, tortuları çıkarmak için acı çekicine ve kaynakları temizlemek için tel fırçasına ihtiyacınız olacaktır.
-
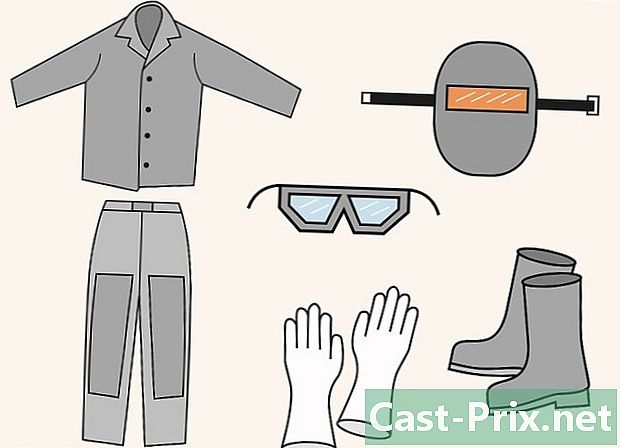
Güvenlik ekipmanını takın. Buna bir kaynakçının kaskı (10 veya daha fazla gölge), bir kaynakçının ceketi veya pamuklu sweatshirt, kolsuz pantolon, iş ayakkabısı, eldiven ve koruyucu gözlük dahildir.- Giymeyin tenis ayakkabısı veya yıpranmış kıyafetler veya kelepçeli pantolonlar veya örme veya açık cepli gömlek veya kolsuz gömlek.
-
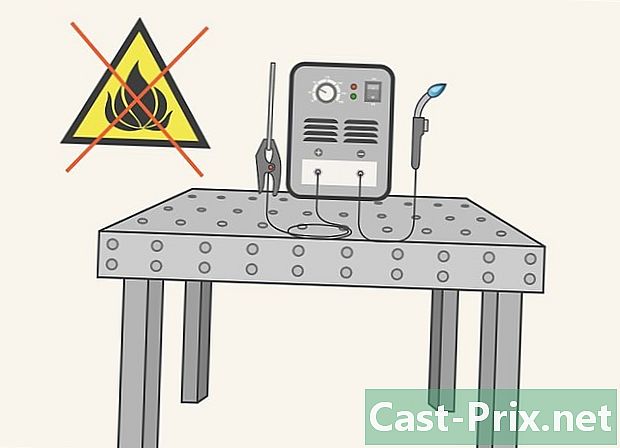
İş istasyonunu hazırla. Yanıcı maddeleri çıkarın ve uygun bir çalışma yüzeyi bulun. Topraklama kablosunu örneğin metal bir masaya bağlayabilirsiniz, ancak çoğu atölyede topraklama kablosunun bağlı olduğu büyük bir metal parça vardır.- Mevcut başka insanlar varsa, çalışma alanının çevresine kaynak perdeleri kurun. Bu, bu insanları ultraviyole (UV) ışınlarından koruyacaktır.
-
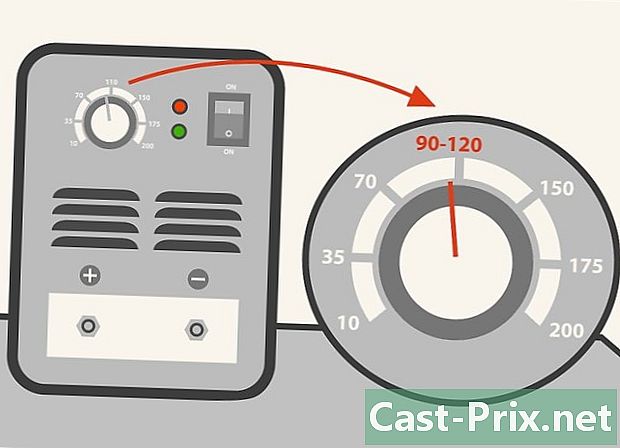
Kaynak makinesini hazırlayın. Çoğu kaynak makinesi oldukça basittir. Muhtemelen 90 ila 120 amper arasında bir yoğunluk kullanmalısınız, bununla birlikte ana metal kalınlığına ve elektrot çapına göre ayarlanmalıdır. -
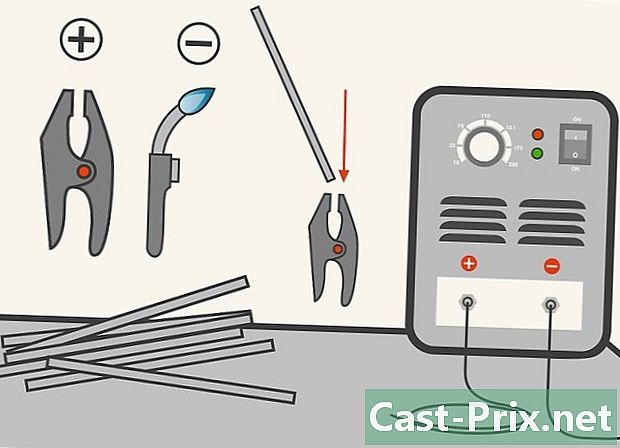
Doğru elektrodu kullanın. Kaynaklanacak metalin bağlantısına bağlı olarak, kristal metalden metata yükseldiğinde kristalin metalden daha yüksek bir sıcaklık yükselmesi ile sonuçlandığında pozitif elektrot dc (CCEP) düzeneği olarak adlandırılır. DC negatif elektrotta (CCEN) montajda etki tersine çevrilir. Çubuk kaynağı için, CCEP montajı kaynağınıza daha fazla nüfuz kazandıracaktır. Makinenize bağlı olarak, AC veya DC kaynak için uygun bir elektrot seçmelisiniz. Elektrotların kuru olduğundan emin olun.- Pozitif elektrot dc kaynağı (CCEP) durumunda, kullanılabilecek elektrotlar aşağıdaki gibidir: E6010, E6011, E6013, E7014, E7018, E7024. Alternatif akım (AC) için E6011, E6013, E7014 ve E7018AC elektrotları kullanılabilir.
- Elektrotlar E6010 ve E6011, temizleyemediğiniz paslı, boyalı veya kirli metallerin kaynağı için özellikle uygundur.
- E6013 elektrotu çok amaçlı bir elektrottur; iyi uymayan bağlantılara sahip projeler için idealdir.
-
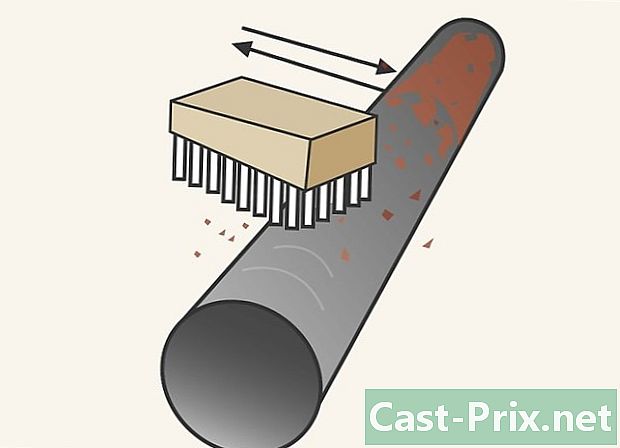
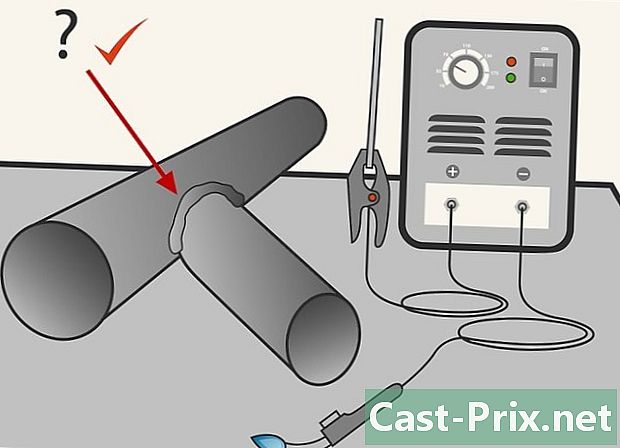
Kaynak yapmadan önce metali temizleyin. Bu, kaynaklanacak yüzeyin bir tel fırça veya öğütücü ile fırçalanmasıyla yapılabilir. Metalleri mümkün olduğunca pas veya boya ile temizleyin.- Metali, özellikle alüminyumu yağdan arındırmak için dantel taşı kullanın.
- Asla klorlu çözücüler kullanmayın, çünkü bir kaynak makinesi tarafından ısıtıldığında oluşan reaksiyon sizi anında öldürebilir.
- Parlayan bir metal mutlaka temiz değildir. Ölçek katmanını çıkarmak ve metali açığa çıkarmak için bir sabit disk taşlama makinesi kullanın. Bu özellikle gölcü için geçerlidir.
-
Eklemi hazırla. Parçaları bir arada tutmak için kelepçeleri ve mengeneleri kullanın ve contayı uygun şekilde ayarlayın.
Bölüm 2 Lehimleme Başlat
-
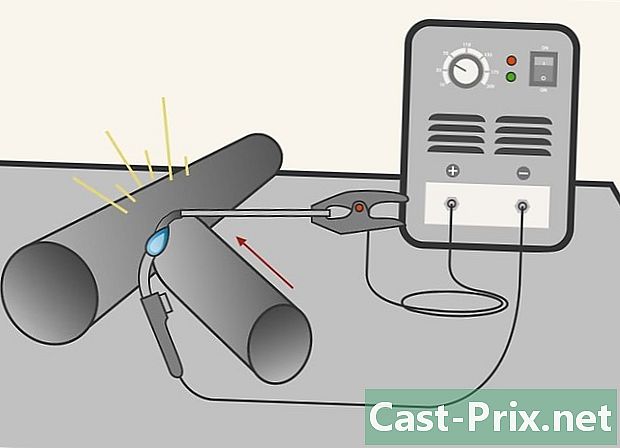
Kaynak arkını prime edin. Kanama, çubuğun ucunun ana metal üzerine bastırılması ve daha sonra hızlı bir şekilde yukarı doğru çekilmesi veya bir eşleşme için, çubuğun ucunun metalin üzerine sürtülmesiyle gerçekleştirilir. Böylece akımın elektrottan metale geçmesine neden olan elektrik devresini kapatırsınız.- En modern kaynak kaskları larc'ın başlangıcına kadar net bir şekilde görmenizi sağlar, ardından gözlerinizi ultraviyole ışınlarına karşı korumak için otomatik olarak renklenir. Diğer ucuz kasklarda veya eski modellerde, kaynaklama işlemi dışında, görmeyecek kadar karanlık olan renkli camlı bir vizör kullanın. Bu durumda, lehimlemeye başlamak istediğiniz yeri tespit etmeli, sonra sokmaya başlamadan önce kaskınızı diğer elinizle aşağıya doğru yönlendirmelisiniz.
-

Bir füzyon kaynak havuzu oluşturun. Sabit bir yay tutmayı başardığınızda, elektrotun ucuna dikkat etmeyin, ancak erimiş metal banyosuna odaklanın. İyi bir banyo oluşturmak için, elektrotu hareket ettirmeden önce başladığınız bir veya iki saniye beklemeniz gerekir.- Larcın yüksekliği, elektrotun ucundan ana metalin yüzeyine kadar 3 ila 4 mm'yi geçmemelidir. Elektrot lehim eriyiğine doğru hafifçe bastırılarak bu boşluk korunmalıdır. Boşluk genişlerse, aşırı projeksiyonlar üretecektir.
-

Eriyiği metal boyunca hareket ettirmeye başlayın. Elektrotu 90 ° 'ye yakın bir açıda tutun. Elektrotu çok hızlı hareket ettirmeyin; genel olarak 2,5 cm lehim tarafından yaklaşık 2,5 cm elektrot tüketmek için önceden hız planlayın. Lehim banyosunu taşırken, düz bir çizgide ilerleyebilirsiniz (biri kordon kaynak) veya küçük halkaları tarif eder.- Sabit bir ark yüksekliğinin korunması önemlidir, bu elektrotun ucu ile ana metal arasındaki mesafedir. Elektrot sürekli olarak tüketildiğinden, bunun başlangıçta elde edilmesi zor olabilir.
- Hamamı eklemin sonuna kadar hareket ettirin. Yine, sabit bir ileri hız ve yay yüksekliğini koruduğunuzdan emin olun.
Yöntem 3 bölüm üç: işi bitirmek
-
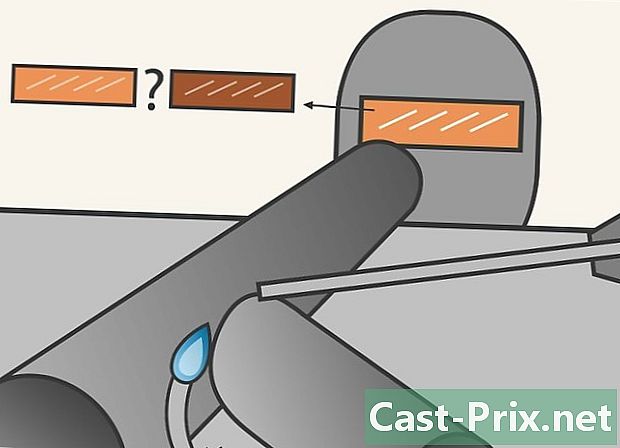
Kaynak işlemini bitirin. Elektrotu metalden uzak tutun ve birkaç saniye soğumasını bekleyin. Hala çok sıcak olmasına rağmen, metal kırmızı rengini kaybetmiş olacak. -

Cürufu temizleyin. Cüruf, kaynak işlemi sırasında elde edilen bir tortudur. Erimiş metali kirletici maddelerden korur. Cüruf çökeltisi kaynak teli ile aynı oranda soğumaz ve yer yer kabarma olabilir. Cürufu kaynak dikişinden ayırmak için gerektiğinde delici bir çekiç kullanın.- Kaynak sırasında, maskeyi kaldırırken gözlerinizi korumak için güvenlik gözlükleri takın.
- Kaynak dikişini işaretlememesi için hafif çekiç darbeleri vererek yalnızca cürufu dikin.
- Kaynak dikişini temizlemek için tel fırça kullanın. Özellikle başka bir geçiş yapacaksanız, mümkün olduğu kadar fazla parçacık çıkarın.
-
Kaynağı inceleyin. Yeni başlayanların kaynakları genellikle düşük kalitededir ve dirençleri yeterli değildir. Ancak, performans pratikle artar. Boşlukları veya eksik kaynakları düzeltmek için başka bir geçiş yapın. -
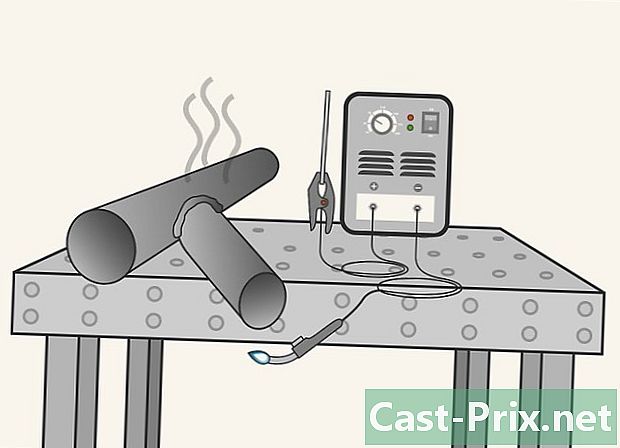
Metalin soğumasını bekleyin. Uygulamada, metalin suya batırılması soğutmasını hızlandıracak, fakat aynı zamanda kaynağı zayıflatacak; bu nedenle, yapısal kaynakların ortam havasına soğumasını sağlayın.
- Dört kaynak pozisyonunu öğrenin. Bunlar: düz pozisyon, korniş pozisyonu, dikey pozisyon ve tavan pozisyonu. Bu makale düz pozisyonu tartışıyor.
- Düz kaynak için, elektrotun 90 derece açıyla elektrot tutucuya yerleştirilmesi önerilir; tavan konumunda, elektrot doğrudan dışa dönük olmalıdır.
- Bölgenizdeki kaynak sınıflarını bulun. Kaynak teknikleri hakkında bu makalenin içeriğinin size öğretebileceğinden çok daha fazla şey öğreneceksiniz.
- Bir kaynakçı biliyorsanız, onu kaynak izlemesini isteyin ve kaynaklarınızı bitirdikten sonra inceleyin. Gözlemleri, kusurları düzeltmenize yardımcı olabilir.
- Bir lehim arkının ışığı güçlü ultraviyole (UV) ışınlarından yapılmıştır. Güneş ışığında olduğu gibi uzun süre maruz kalmak kansere neden olabilir.
- Yoğun ışık gözlerinize ve ark patlaması son derece nahoş bir kazayı temsil eder. Bir göz yanığı, cilt üzerindeki güneş yanığına benzer. Bir elektrik arkının ışığıyla bu şekilde yanmak kabarcıklara neden olabilir. Göz küresi üzerindeki bu küçük su kabarcıkları, göz kapaklarının çırpılması sırasında patlayarak lezyonları çevre atmosferine maruz bırakır. Ortaya çıkan ağrı, gözlere tuz girdikten sonra yaşananlarla karşılaştırılabilir. İyileşme ilerledikçe dokular yenilenir, ancak şiddetli veya tekrarlanan yanıklar körlüğe neden olacak kadar yara izi yaratabilir.
- Kaynak arkına, kaynak için tasarlanmış koruyucu cam yardımı olmadan ve doğru renkte bakmayın. En az 9 bardak gölgeye ihtiyacınız olacak. Kullanılan yoğunluk arttıkça, camın opaklığı ve yüksek renk tonu sayısı artar. Koyu renkli alt camlar taşlama ve kesmeye uygundur. Unutma, gözlerin özelliklerinin bireylere göre farklılık gösterdiğini de unutmayın. Koyu cam bir kişi için uygun olabilir, ancak aynı işi yapan başka bir kişi için yeterli olmayabilir.
- Çoğu ark kaynak istasyonu için çalışma döngüsüne saygı göstermelisiniz.Bu, belirli bir süre boyunca lehimlemenin ekipmana zarar verebileceği anlamına gelir. Küçük, ucuz kaynak makinelerinin çoğu% 20 görev döngüsüne sahiptir. İşletme oranı veya görev faktörü, 10 dakikalık bir sürenin yüzdesi olarak ifade edilir. % 20 görev döngüsüne sahip bir makine 10 dakika içinde 2 dakika boyunca kaynak yapabilir. Kalan 8 dakika, makinenin soğumasını sağlar. Yüksek görev döngüsü, yüksek kaynak süresine karşılık gelir. En büyük makineler% 60'a varan bir çalışma döngüsüne sahiptir; bu, 10 dakika boyunca 6 dakikalık bir kaynak süresine karşılık gelir; geri kalan 4 dakika, makinenin soğutulması için ayrılmıştır.
- Bir yangını söndürmek için bir yangın söndürücü, su kovası, kum, su hortumu veya başka uygun bir araç bulundurun.
- Gözler bir darbe ile yanarsa, ortadan kaybolması için bir ürün kullanmayın. kırmızılık. Yaralı bir gözün kan damarları yanıkları hafifletmek için muhtemel bir kan akışına izin vermek üzere genişler. Kan akışı, göze aşırı miktarda antikor ve daha fazla oksijen getirerek iyileşmeyi destekler. Doğal gözyaşları yanmış gözleri yatıştırmaya ve iyileştirmeye yardımcı olur.
- Ne yaptığınızı izlemek ve güvenliğinizi artırmak için yanınızda birileri bulundurun. İlk kaynaklarınız için deneyimli bir kaynakçı ile pratik yapın.
- Kaynak makineleri tehlikeli olabilir. Dahil kullanım modunu dikkatlice okuyun tüm Güvenlik ve etrafınızdakilerin güvenliğini sağlamak için uyarılar ve tüm adımları atın. Yanıcı maddelerin yakınında kaynak yapmayın. Yakıt depolarından çıkan metaller gibi yakıtla temas eden metalleri kaynak yapmayın.
- Asla yanmış gözlerde çiğ patates kullanmayınız. Patates bulaşıcı bakteri içerebilir. Steril soğuk kompres, göze zararlı mikroplar sokmadan ısı ve yanma hissini ortadan kaldırmaya yardımcı olacaktır.
- Bir çift güvenlik gözlüğü
- Pense ve kablolarla bir kaynak makinesi
- elektrotlar
- Metal lehimleme
- Dikmek için bir çekiç
- Tel fırça
- Kaynak Kask 10 veya daha fazla
- Bir çift manşet kaynak eldiveni
- Bir çift iş ayakkabısı
- Çizgisiz pantolon
- Bir kaynak ceketi
- Bir yangın söndürücü
- http://www.weldinginfocenter.org/basics/ba_06.html
- http://www.eastwood.com/stick-welding-tips-how-to-stick-weld-a-user-s-guide
- http://www.millerwelds.com/resources/articles/Selecting-the-Right-Welding-Helmet-For-You
Portal Makaleleri

Androidinizi bir Wi-Fi hotspot'a nasıl dönüştürebilirsiniz?
Bu yazıda: Aboneliğinizden bir ıcak nokta oluşturma Üçüncü taraf uygulamaları kullanın Dizütü bilgiayarınızı İnternet'e bağlamanız gerekir, ancak halka açık bir ...

Arkadaşlık nasıl aşka dönüşür?
Bu yazıda: Davranışı Değiştirme Duygularını Bildirmekevke Dotluk Getirmek6 Referanlar Bait bir arkadaşlıkla başlayan aşk hikayeleri genellikle en uzun üren hikayelerdir. Duygularını hietmeye başl...